Что такое цильпебс в промышленности?
2026-03-06
Цильпебс — это не просто шары, а ключевой элемент в горно-обогатительной и цементной промышленности, от геометрии и материала которого на практике часто зависит эффективность всего цикла помола. Многие ошибочно считают его простой ?запчастью?, но на деле это инструмент с тонкими настройками.
Что скрывается за термином и базовые ошибки
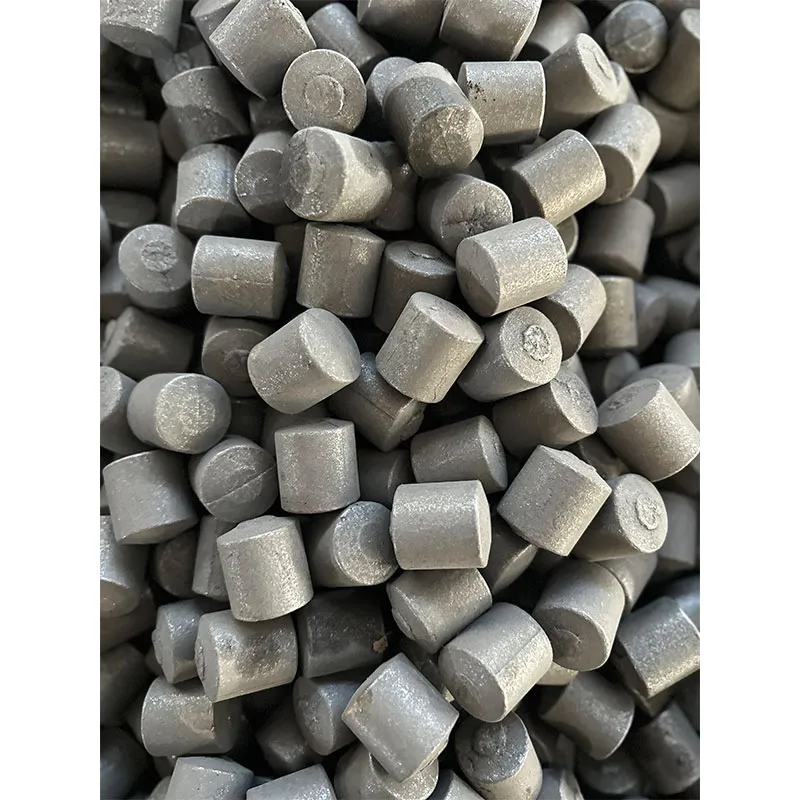
Когда говорят ?цильпебс?, обычно представляют стальные шары для мельниц. Но если копнуть глубже, это именно цильпебс — мелющее тело цилиндрической формы с конусообразными торцами. Вот здесь первая частая ошибка на местах: их путают со шарами, а разница принципиальна. Шары катятся, а цильпебсы в барабане мельницы укладываются слоями, их рабочая поверхность — боковая грань. Отсюда и другой характер износа, и иная эффективность помола для определенных типов сырья.
В начале своей практики я тоже недооценивал этот нюанс. Заказали для эксперимента на одной из обогатительных фабрик под Челябинском партию шаров вместо цильпебсов для второй камеры цементной мельницы — мол, разница в цене была привлекательнее. В итоге получили перерасход энергии и нестабильную крупность помола почти на три недели, пока не вернули штатные тела. Оказалось, что для крупного материала в первой камере шары подходят, а для тонкого помола — уже нет, нужна именно та самая цилиндрическая форма.
Материал — отдельная история. Высокоуглеродистая сталь, легированная хромом — это стандарт. Но содержание хрома и термообработка решают все. Слишком твердый — становится хрупким, дает сколы. Слишком мягкий — быстро истирается, увеличивает удельный расход. Идеал — баланс, который достигается контролем на всех этапах: от плавки до закалки. Кстати, однажды наблюдал, как на заводе-изготовителе сэкономили на отжиге — вроде бы мелочь. В результате в партии было до 15% тел с внутренними напряжениями, которые раскалывались в мельнице уже через несколько сотен часов работы, а не заявленные 3000-3500. Пришлось разбираться, менять поставщика.
Критерии выбора на практике: не только цена за тонну
Выбор цильпебса — это всегда компромисс между ценой, ресурсом и эффективностью помола. Считаешь стоимость тонны, но забываешь про удельный расход (граммы на тонну измельченного материала) — бухгалтерия потом удивляется, почему энергия и затраты на мелющие тела улетели вверх. Удельный расход — ключевой KPI, который мы всегда отслеживаем.
Здесь стоит упомянуть производителей, которые держат марку. Например, если говорить о специализированных литейных производствах, то ООО Нинго Чжэнсин Износостойкие Материалы (сайт — https://www.cn-zhengxing.ru) — предприятие с четкой специализацией. Они как раз фокусируются на производстве литых изделий, в основном тех самых мелющих тел, с мощностью в 50 000 тонн в год. Важен не просто объем, а то, что такая проектная мощность обычно говорит о налаженном цикле и, потенциально, о стабильном качестве от плавки до отгрузки. С такими поставщиками проще вести диалог по техзаданиям — можно обсуждать конкретный химический состав под твою породу.
На что еще смотрю лично? На геометрию. Кажется, цилиндр он и в Африке цилиндр. Ан нет. Допуски по диаметру и длине, качество поверхности (заусенцы после литья — зло), отсутствие раковин. Брал в руки образцы, где конусные торцы были несимметричны — такой цильпебс в барабане будет укладываться с перекосом, неравномерно изнашиваться и бить по футеровке. Все это мелочи, которые в сумме дают простой мельницы на внеплановый ремонт.
Из личного опыта: кейс с абразивной золотосодержащей рудой
Хороший пример — работа на месторождении в Сибири. Руда абразивная, с высоким содержанием кварца. Стандартные цильпебсы с содержанием хрома около 1-2% буквально таяли на глазах, удельный расход зашкаливал. Ситуация стандартная, но выход не всегда очевиден.
Стали экспериментировать с составом. Повысили хром до 3% и изменили режим термообработки — получили увеличение твердости, но вместе с тем и рост хрупкости при низких температурах в цехе зимой. Были случаи раскалывания. Потом, в коллаборации с технологами завода-изготовителя (обращались в том числе к специалистам с вышеупомянутого сайта cn-zhengxing.ru за консультацией), подобрали вариант с легированием другими элементами для сохранения ударной вязкости. Не буду вдаваться в детали состава — это ноу-хау поставщика. Но суть в том, что кастомное решение, пусть и на 15-20% дороже стандартного, в итоге снизило удельный расход на треть и увеличило межремонтный пробег мельницы. Окупилось за полгода.
Этот случай хорошо показывает, что диалог с производителем, который готов вникать в твои условия, часто продуктивнее, чем просто гонка за самой низкой ценой в каталоге. Их профиль — литые износостойкие материалы — как раз про это.
Нюансы эксплуатации, о которых не пишут в мануалах
Теория — это одно, а работа на площадке — другое. Например, вопрос догрузки. Система автоматической догрузки мелющих тел — великое дело, но если она настроена по усредненным алгоритмам и не учитывает реальную скорость износа конкретной партии цильпебсов, можно получить перегруз мельницы. А это — потеря мощности, перегрев, риск для подшипников. Видел такое на цементном заводе: автоматика сыпала тела по графику, а они изнашивались медленнее из-за более качественной стали. В итоге барабан работал внатяг, пока дежурный инженер не забил тревогу по показателям тока на двигателе.
Еще один момент — это равномерность износа. В идеале цильпебсы должны стачиваться равномерно, сохраняя форму. На практике же, особенно при нарушении режима помола (например, недостаточная загрузка материалом), возникает так называемый ?каскадный? износ с ударными нагрузками. Тела не перекатываются, а падают, бьются друг о друга, появляются сколы и деформации. Контролировать это можно только регулярным отбором проб и анализом остатка на ситах, а также — банально — визуальным осмотром выгруженных тел во время ремонта. Их форма многое расскажет опытному глазу.
И конечно, логистика и складирование. Казалось бы, ерунда. Но если цильпебсы хранятся под открытым небом, на сыром бетоне, они начинают ржаветь. Ржавчина — это очаги ускоренного износа. Всегда требую складировать в сухом помещении, на деревянных поддонах. Мелочь, но влияет на стартовые характеристики после загрузки в мельницу.
Взгляд в будущее: есть ли альтернативы и куда двигаться
Сейчас много говорят о керамических или композитных мелющих телах. Пробовали в лабораторных условиях на пробном помоле. Для особо чистых продуктов, где нельзя допустить железо, — это вариант. Но для масштабов промышленной шаровой или трубной мельницы на 50 тонн в час? Пока нет. Цена запредельная, а ударная стойкость под большим вопросом. Для горной промышленности стальной цильпебс останется королем еще долго.
Основной вектор развития, на мой взгляд, — не в смене материала, а в прецизионности. Точнее геометрия, стабильнее химический состав от партии к партии, умные системы мониторинга износа прямо в работающей мельнице (акустика, вибрация). Вот это даст реальную экономию. И здесь как раз важна роль производителей, которые инвестируют в контроль качества и R&D, а не просто гонят объем.
Если вернуться к примеру ООО Нинго Чжэнсин Износостойкие Материалы, то их заявленная проектная мощность в 50 000 тонн в год — это как раз тот масштаб, который позволяет иметь полноценную лабораторию для контроля и возможность экспериментировать с составами стали. Для конечного потребителя важно, чтобы такой завод был не просто литейным цехом, а технологическим партнером. Чтобы можно было прислать им образец своей руды или клинкера и получить рекомендации по оптимальному типу мелющих тел. Пока такое встречается редко, но тенденция к этому есть.
В итоге, цильпебс — это далеко не ?расходник?. Это точный инструмент, эффективность которого зависит от сотни факторов: от химии стали у поставщика до режима работы мельницы на твоей фабрике. Разбираться в этом стоит, потому что на кону — не просто стоимость этих стальных цилиндриков, а тонны реального продукта, киловатт-часы и, в конечном счете, рентабельность всего передела. Мелочей здесь не бывает.