Низкохромистые мелющие тела: инновации и экология?
2026-03-04
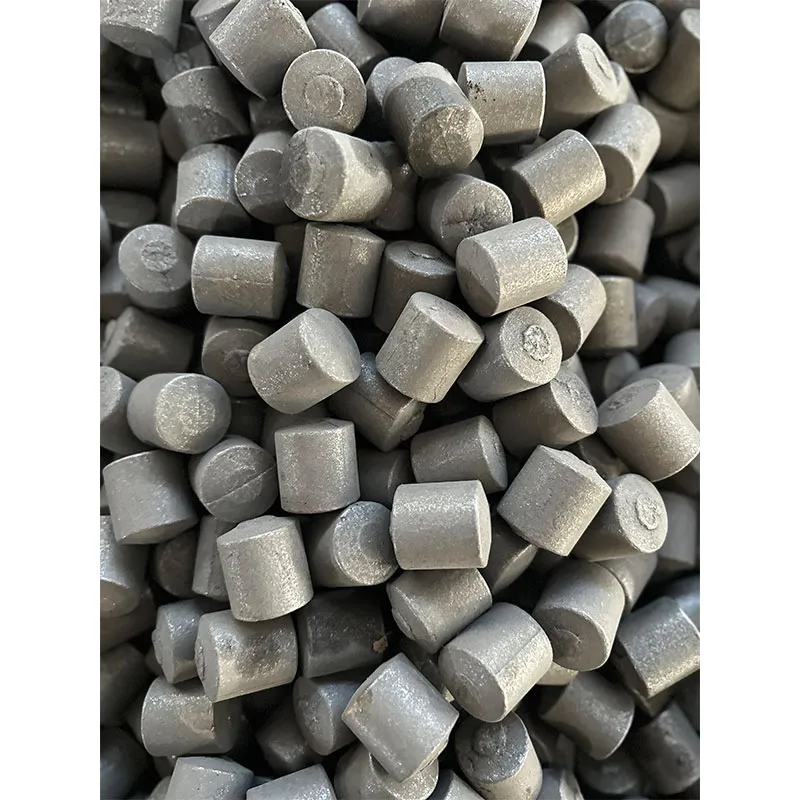
Низкохромистые мелющие тела — это не просто замена высокохромистым, а сложный инженерный компромисс между износостойкостью, стоимостью и, что сейчас критично, экологическим следом производства. Многие до сих пор считают, что снижение содержания хрома — это однозначное ухудшение качества, но реальность на производстве куда тоньше.
Откуда вообще взялся этот ?низкий? хром?
Начну с очевидного: высокий хром (17-22%) в чугунных шарах долгое время был золотым стандартом. Износостойкость отличная, но есть нюансы. Сам процесс выплавки высокохромистого чугуна — это серьезная нагрузка. Энергозатраты, выбросы, да и сама руда — не самый ?зеленый? ресурс. Лет пять-семь назад, когда давление по экологическим нормам (особенно от западных партнеров) стало расти, многие заводы, в том числе и в СНГ, начали искать альтернативы. Не сразу, конечно, а методом проб и ошибок.
Собственно, ?низкохромистые? — это обычно содержание в районе 2-8%. Идея не нова, но раньше упиралась в резкое падение твердости и, как следствие, ресурса. Прорывом стало не просто уменьшение хрома, а пересмотр всей рецептуры сплава. Упор сместился на точный подбор других легирующих элементов — молибдена, меди, никеля, а главное — на кардинальное изменение технологии термообработки. Это ключевой момент, который часто упускают в статьях.
Вот, к примеру, на одном из старых проектов мы пытались просто снизить долю хрома в привычной шихте. Результат был предсказуемо плохим — шары ?мягкие?, истираемость выросла на 40%. Это был тупик. Стало ясно, что нужна не замена, а новая система. Тогда и обратили внимание на опыт китайских производителей, которые в этом направлении работали уже давно. Например, на предприятии ООО Нинго Чжэнсин Износостойкие Материалы (я изучал их материалы на https://www.cn-zhengxing.ru), которое как раз специализируется на литых износостойких изделиях, видно, что они вышли на проектную мощность в 50 тыс. тонн в год не на одном только хроме. Их подход — это комплекс: сырье, точный химический состав, контролируемая закалка и отпуск.
Где кроется реальная инновация? Не в составе, а в процессе
Основная инновация низкохромистых тел — не в химии, а в металлургической ?кухне?. Самый важный этап — закалка. Для высокохромистых чугунов часто используется отжиг. Для низкохромистых — интенсивная закалка в масле или специальных полимерах, чтобы получить нужную структуру — мартенсит с дисперсными карбидами. Это требует прецизионного контроля температуры и времени. Малейший сбой — и вся партия идет в брак.
На практике это означает переоборудование цехов. Не каждый завод готов на такие капвложения. Но те, кто пошел по этому пути, например, та же ООО Нинго Чжэнсин, судя по описанию их технической базы и системы контроля качества, получают продукт с предсказуемыми характеристиками. Их сертификация по международным стандартам — не просто бумажка, а необходимость для экспорта, где запрос на экологичность процесса так же важен, как и на качество продукта.
Что это дает в итоге? Твердость на уровне 58-62 HRC, что сопоставимо с некоторыми марками высокохромистых шаров. Но главный выигрыш — в ударной вязкости. Низкохромистые шары, если все сделано правильно, менее хрупкие. В мельницах, где есть ударные нагрузки (например, в первой камере цементной мельницы), это может снизить риск раскалывания и дать более равномерный износ.
Экология: не только про выбросы при плавке
Когда говорят про экологию мелющих тел, все сразу думают о выбросах CO2 от плавильных печей. Да, снижение доли хрома здесь дает прямой эффект — меньше расход энергии. Но есть и менее очевидные аспекты. Например, сама хромовая руда. Ее добыча и обогащение — грязные процессы. Снижение зависимости от этого сырья — большой плюс для общего баланса цепочки поставок.
Еще один момент — это конечная утилизация. Высокохромистые шары, отработав свой срок, остаются материалом с высоким содержанием хрома, который может потенциально выщелачиваться в окружающую среду на свалках. С низкохромистыми телами эта проблема менее остра. Конечно, это не значит, что их можно просто выбрасывать, но риски ниже.
На своем опыте скажу, что для многих европейских заказчиков сейчас требуется предоставить не только сертификат на продукт, но и некий ?экологический паспорт? процесса производства. И здесь низкохромистая рецептура, подкрепленная современными, менее энергоемкими технологиями литья и термообработки, становится серьезным конкурентным преимуществом. Это уже не просто экономия на сырье, а доступ к рынкам.
Практические грабли: с чем сталкиваешься на реальном производстве
Теория — это одно, а цех — другое. Переход на производство низкохромистых тел — это головная боль для технолога. Первая проблема — шихтовые материалы. Нужны очень чистые чугун и стальной лом, с минимальным содержанием вредных примесей, таких как сера и фосфор. Иначе все свойства ?плывут?.
Вторая — стабильность процесса закалки. Если для высокохромистых шаров допустимы некоторые колебания, то здесь режим — догма. Мы настраивали линию, где датчики температуры в закалочной ванне должны были быть откалиброваны чуть ли не ежесменно. Летом, при высокой температуре в цехе, приходилось корректировать время выдержки. Мелочь, а влияет.
И третье — контроль качества. Недостаточно проверять твердость на выходе. Нужно делать микрошлифы, смотреть на структуру под микроскопом. Равномерно ли распределены карбиды? Нет ли остаточного аустенита? Без собственной лаборатории или надежного поставщика, который все это обеспечивает, брака не избежать. Вот почему компании с сильной технической базой, как упомянутая ранее, здесь в выигрыше.
Итоговый баланс: кому и когда это выгодно?
Так стоит ли переходить на низкохромистые мелющие тела? Однозначного ответа нет. Все зависит от условий помола. Для тонкого помола мягких материалов, где преобладает абразивный износ, высокохромистые шары могут показать больший ресурс. Но для большинства задач в горно-обогатительной или цементной промышленности, где есть и удар, и абразия, правильно сделанные низкохромистые тела показывают отличное соотношение цены и долговечности.
Экономия складывается из трех частей: прямая экономия на сырье (хром — дорогой), снижение энергозатрат на производство и, все чаще, снижение экологических платежей или получение преференций как ?более зеленому? производству.
Вывод? Низкохромистые мелющие тела — это не панацея и не ухудшение. Это другой, более технологичный и современный продукт, который требует от производителя глубокой компетенции, а от потребителя — понимания своих реальных условий работы. Слепой переход ?потому что все так делают? обречен на провал. Но осознанный выбор в пользу качественного низкохромистого продукта от проверенного поставщика, того же ООО Нинго Чжэнсин, который вкладывается в процессы и контроль, может стать разумным шагом и к экономии, и к снижению экологической нагрузки. Главное — не гнаться за дешевизной, а требовать стабильного качества. Как показывает практика, скупой платит дважды, особенно когда речь идет об износе в мельнице на тысячи часов работы.