Мелющие тела: новые технологии и экология?
2026-03-06
Мелющие тела — казалось бы, простая ?расходка?, а сколько тут тонкостей, особенно когда речь заходит о новых материалах и экологических нормативах. Многие до сих пор считают, что главное — твердость, но на практике всё упирается в баланс между износостойкостью, энергопотреблением мельницы и тем, что остаётся после износа в продукте и в окружающей среде. Вот об этом, на основе своего опыта, и хочу порассуждать.
Не только твердость: о чём часто забывают при выборе мелющих тел
Когда только начинал работать с измельчением, тоже думал, что чем твёрже, тем лучше. Но потом столкнулся с тем, что сверхтвёрдые шары из некоторых сплавов буквально ?съедали? футеровку мельницы быстрее, чем сами изнашивались. Замена футеровки — это остановка производства, деньги, время. Получалась ложная экономия. Потом обратил внимание на мелющие тела от одного китайского производителя, кажется, ООО Нинго Чжэнсин Износостойкие Материалы. В их технических данных акцент был не на максимальной твёрдости, а на определённом диапазоне (например, HRC 58-62) с гарантией вязкости. Это уже другое дело — тело должно не только сопротивляться истиранию, но и поглощать ударную энергию, не раскалываясь.
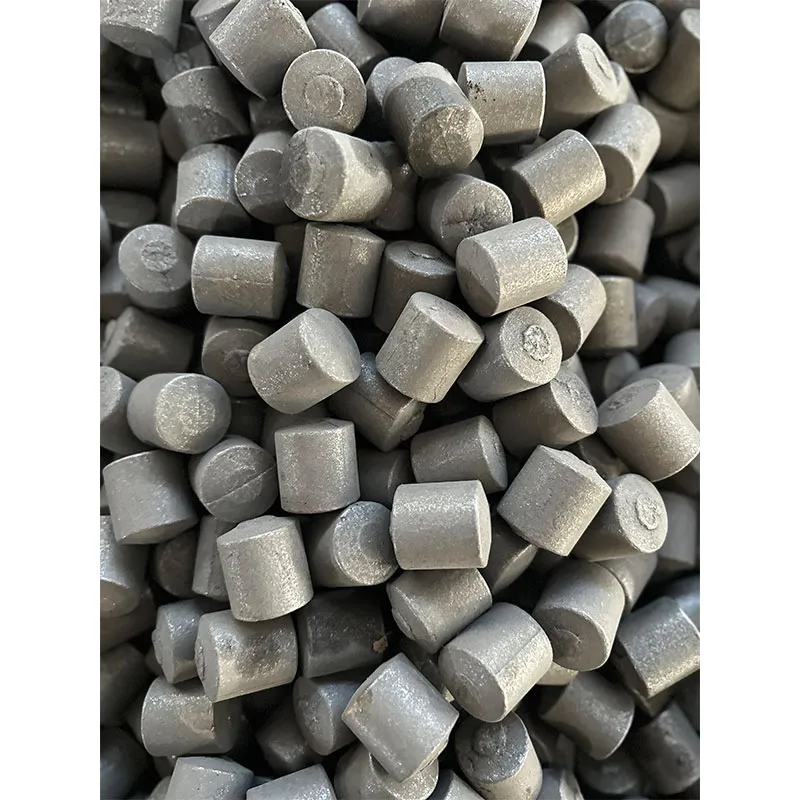
Ещё один момент — геометрия. Казалось бы, шар он и в Африке шар. Но тут есть нюансы. Цилиндры (цильпебсы), например, в некоторых случаях дают более селективное измельчение, но их сложнее равномерно уложить в мельнице. А если взять ?сфероцилиндры? — нечто среднее — можно получить интересный эффект по снижению переизмельчения. Мы как-то экспериментировали на обогатительной фабрике, смешивая шары и цильпебсы в определённой пропорции. Энергопотребление упало на несколько процентов, но пришлось повозиться с загрузкой, чтобы не было сегрегации. Не всегда такие эксперименты заканчиваются успехом, но пробовать надо.
И конечно, состав. Высокохромистый чугун — классика для абразивных материалов. Но сейчас много говорят о низколегированных сталях с особыми карбидами. Они, возможно, чуть менее износостойкие в чистом абразиве, но гораздо более ?дружелюбны? к мельнице при ударных нагрузках. Выбор всегда компромиссный. На сайте cn-zhengxing.ru видно, что компания работает с разными марками — от высокохромистых до среднелегированных. Это правильный подход, потому что универсального решения нет.
Экология: не только про выбросы, но и про ресурсы внутри цикла
С экологией сейчас связывают в основном фильтры и очистку стоков. Но для мелющих тел экологический аспект начинается гораздо раньше. Первое — это сам процесс производства отливок. Энергоёмкость, выбросы от плавки. Если производитель, как та же ООО Нинго Чжэнсин, заявляет о проектной мощности в 50 000 тонн в год, то встаёт вопрос об эффективности печей и системе очистки газов. Это не та информация, что лежит на поверхности, но при серьёзном запросе её можно получить. Современные индукционные печи, например, обычно ?чище? дуговых.
Второй, и для меня ключевой, момент — это влияние изношенных тел на перерабатываемый материал. Допустим, измельчаем руду. Частицы металла от истирания шаров попадают в концентрат. Если это хром или другие элементы — они могут стать вредной примесью для последующих металлургических переделов. Мы как-то получили рекламацию именно по содержанию хрома в концентрате — винили футеровку, а в итоге оказалось, что виной были высокохромистые шары. Пришлось пересматривать спецификацию.
И третий аспект — утилизация. Отслужившие своё шары — это тысячи тонн металлолома. Их можно переплавить, но если это сложнолегированный чугун, то его не везде примут. Сейчас некоторые производители думают о более ?перерабатываемых? составах, чтобы замкнуть цикл. Пока это скорее идея, но направление мысли правильное. В конце концов, истинная экологичность — это минимизация отходов на всём жизненном цикле, а не только красивые отчёты.
Новые технологии: что реально работает, а что — маркетинг
Вокруг ?новых технологий? в этой сфере много шума. Автоматическая линия заливки — это не новая технология, это просто повышение стабильности качества. А вот что интересно — так это системы контроля кристаллизации. Скорость охлаждения, модифицирование расплава — от этого напрямую зависит структура металла, размер и форма карбидов, а значит, и износостойкость. Вот где кроется реальный технологический прорыв. У того же производителя, что упоминал, на сайте видно оборудование для контроля процесса — это обнадёживает.
Ещё одна область — покрытия. Слышал о попытках наносить на шары тонкие керамические или полимерные покрытия для снижения начального износа и шума. На лабораторных тестах выглядело впечатляюще, но в промышленной мельнице с её ударными нагрузками это покрытие стиралось за первые сутки работы. Деньги на ветер. Поэтому сейчас, если и говорят о покрытиях, то скорее о специальных пассивирующих составах для предотвращения коррозии при хранении и транспортировке — это полезная мелочь.
Самая же практичная ?новая технология? — это цифровизация самого процесса помола и износа. Датчики, аналитика данных о нагрузке, потребляемой мощности и акустике мельницы. Они позволяют косвенно, в реальном времени, оценивать степень износа шаровой загрузки и прогнозировать момент оптимальной догрузки. Это экономит и мелющие тела, и электроэнергию. Мы внедряли подобную систему — сложно было ?научить? алгоритм, но после настройки экономический эффект стал ощутимым.
Практический кейс: когда теория столкнулась с реальностью завода
Хочу привести пример из практики, который хорошо иллюстрирует все эти переплетения. На одном из цементных заводов стояла задача снизить удельный расход мелющих тел и улучшить экологические показатели (пыление, шум). По проекту должны были заменить стандартные высокохромистые шары на новые, из так называемого ?высокоуглеродистого сплава с карбидной сеткой?. По паспорту — идеально: и износостойкость выше, и цена сопоставима.
Запустили. Первые две недели — всё прекрасно, потребление энергии даже немного снизилось. А потом начались проблемы. Оказалось, что новые шары, обладая большей твёрдостью, при работе генерировали больше мелкой металлической пыли за счёт микросколов. Эта пыль, во-первых, ухудшала качество цемента (повышенное содержание железа), а во-вторых, забила систему аспирации. Пылеуловители выходили из строя чаще. Получили рост эксплуатационных расходов на ремонт, а не экономию.
Что сделали? Вернулись к старому типу шаров, но совместно с поставщиком (им был как раз один из китайских партнёров, не буду утверждать, что именно Чжэнсин) скорректировали химический состав, немного пожертвовав твёрдостью ради повышения вязкости. И дополнительно внедрили систему магнитных сепараторов на выходе из мельницы для улавливания металлической пыли. Результат: расход снизился не так радикально, как мечталось изначально, но зато система стала стабильной и по экологическим параметрам вышла в норму. Вывод: любое новое решение нужно тестировать в контуре всего процесса, а не в изоляции.
Взгляд в будущее: куда движется отрасль
Исходя из того, что вижу, тренд будет на гибкость и адаптивность. Уже не будет единого ?золотого стандарта? мелющих тел. Будет востребован производитель, который может быстро адаптировать состав и геометрию под конкретную руду, конкретный тип мельницы и конкретные задачи клиента — будь то максимальная тонкость помола или минимизация энергозатрат. Мощность в 50 000 тонн, как у упомянутой компании, — это хорошо, но важна и гибкость производственных линий.
Второе — неизбежное ужесточение экологических стандартов по всему циклу. Это будет касаться и углеродного следа производства самих тел, и их влияния на продукт переработки. Появятся, наверное, системы сертификации или декларации о составе продуктов износа. Производителям придётся более прозрачно работать с данными.
И наконец, интеграция. Мелющие тела перестанут рассматриваться как отдельный расходный материал. Они станут частью цифровой экосистемы управления помольным участком. Поставка будет идти в комплексе с датчиками, ПО для анализа и сервисом по прогнозной догрузке. Выиграют те, кто сможет предложить не просто металл, а технологическое решение. А это уже вопрос не столько к металлургам, сколько к инженерам и технологам. Вот такая, на мой взгляд, картина вырисовывается. Не претендую на истину в последней инстанции, просто делюсь наблюдениями, которые сложились за годы работы.