Как улучшить литьё цильпебсов?
2026-03-06
- Основная ошибка: гнаться за идеальным составом, забывая про процесс
- Температурный график: не только нагрев, но и выдержка
- Система питания и отвода газов — проектирование с учётом реалий
- Контроль качества: не только конечный продукт, но и процесс
- Материалы форм: долговечность vs. качество поверхности
- Заключительные мысли: улучшение — это система, а не разовые действия
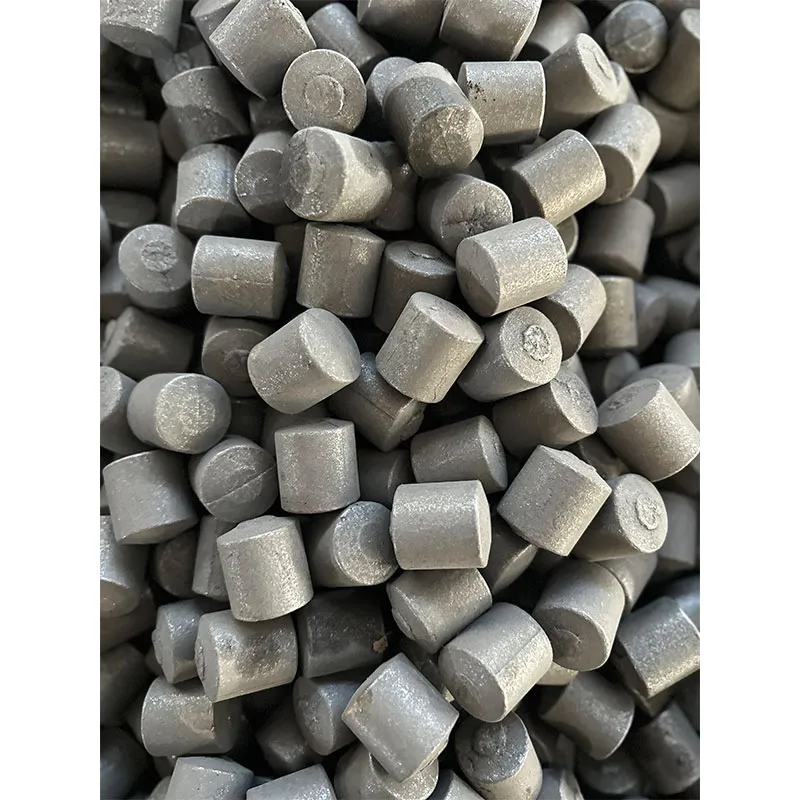
Вопрос улучшения литья цильпебсов — это не про теорию, а про нюансы, которые видны только в цеху, у печи. Многие ищут волшебную формулу, но на деле всё упирается в контроль шихты, температурные режимы и, как ни странно, в мелочи вроде скорости подачи металла в форму. Расскажу, как мы набивали шишки и что в итоге вышло.
Основная ошибка: гнаться за идеальным составом, забывая про процесс
Часто думают, что если взять правильный чугун с точным содержанием хрома и углерода, то цильпебсы сами получатся износостойкими. Это заблуждение. Да, состав важен, особенно для литья цильпебсов под высокие ударные нагрузки, но если перегреть металл всего на 30-40 градусов выше оптимального (а у нас это где-то 1480-1500°C в зависимости от шихты), то структура аустенита меняется, и потом появятся скрытые раковины. Мы сами через это прошли — партия вроде бы по химии идеальная, а в работе шары колются. Разобрались — термопара давала погрешность, и реально лили при 1540°C.
Тут ещё момент с формовочными смесями. Сухая песчано-глинистая смесь кажется дешёвым вариантом, но для мелких цильпебсов (скажем, диаметром 40-60 мм) она часто не даёт нужной газопроницаемости. Металл заходит в форму, газы не успевают выйти — получаются раковины у поверхности. Перешли на комбинированную оснастку с худшими холдинговыми свойствами, но проблема ушла. Иногда лучше потерять немного в скорости, но выиграть в качестве.
И да, подготовка шихты — это не просто свалка лома в конвейер. Если есть ржавчина, масло, песок — всё это всплывёт в виде неметаллических включений. Мы сейчас перед загрузкой в индукционную печь обязательно прокаливаем металлолом, особенно если это обрезки от других производств. Кажется, мелочь, но количество брака по включениям упало заметно.
Температурный график: не только нагрев, но и выдержка
В документации обычно пишут диапазон температур заливки. Но мало кто упоминает про время выдержки металла в печи после расплавления. Если выдержка недостаточная, легирующие элементы (тот же хром) не успевают равномерно распределиться. Получаются локальные зоны с разной твёрдостью. Цильпебс в работе будет изнашиваться неравномерно, хотя средняя твёрдость по партии будет в норме.
У нас был случай с партией для одной из обогатительных фабрик. Жаловались на быстрый износ. Стали разбираться — химия в порядке, твёрдость по Бринеллю 620-640 HB. А когда сделали микрошлифы, увидели неоднородность карбидной сетки. Оказалось, в тот день сократили время выдержки на 15 минут из-за срочного заказа. Пришлось переплавлять.
Сейчас мы ведём журнал не только температуры, но и времени от полного расплавления до начала разливки. Для нашей основной марки чугана это минимум 25 минут. Это, кстати, одна из причин, почему на литьё цильпебсов нельзя смотреть только с точки зрения тонн в смену. Иногда лучше сделать меньше, но так, чтобы клиент не вернулся с претензией.
Система питания и отвода газов — проектирование с учётом реалий
Теория литейного дела говорит: литниковая система должна обеспечивать плавный, без турбулентностей, подъём металла в форме. На практике для цильпебсов, особенно мелких, это часто игнорируют — ставят один массивный литник на несколько форм в ряду. В итоге первые формы в ряду заполняются отлично, а в последние металл идёт уже остывшим и с шлаком.
Мы перепробовали несколько схем. Остановились на индивидуальных литниковых чашах для каждой изложницы в кассете. Да, оснастка дороже, сложнее в ремонте. Но брак по недоливу и шлаковым включениям сократился с 7% до 1,5-2%. Это окупается, поверьте.
Ещё один нюанс — вентиляционные каналы. Их нельзя просто просверлить. Диаметр, угол и место выхода должны рассчитываться под конкретную геометрию цильпебса. Для шаров диаметром 100 мм и 30 мм — это будут разные решения. Мы делали экспериментальные отливки с датчиками давления — смотрели, где именно газовые карманы образуются. Потом корректировали чертежи оснастки. Работа кропотливая, но без неё не получить плотную отливку.
Контроль качества: не только конечный продукт, но и процесс
Многие проверяют уже готовые цильпебсы: твёрдость, размер, отсутствие видимых дефектов. Это правильно, но недостаточно. Нужно ловить отклонения в процессе. Мы, например, внедрили выборочную проверку температуры металла не только в печи, но и в литниковой чаше непосредственно перед заливкой. Разница бывает в 20-30 градусов из-за теплопотерь при транспортировке к форме. Если видим, что температура упала ниже допустимого порога (для нашего процесса это 1420°C), партию отправляем обратно на подогрев, даже если это срывает график.
Микроструктурный анализ — тоже не раз в месяц, а выборочно из каждой плавки. Смотрим не просто на твёрдость, а на форму и распределение карбидов. Если карбиды слишком крупные или собрались в грубую сетку — цильпебс будет хрупким. Значит, где-то был сбой в модифицировании или охлаждении.
Кстати, об охлаждении. Нельзя сбросить отливку из формы и сразу отправить в склад. Нужен регулируемый отжиг для снятия литейных напряжений. Мы долго подбирали режим: скорость охлаждения, температура выдержки. Сейчас используем печь с программируемым циклом. Результат — меньше трещин при последующей термообработке. Это особенно важно для продукции, которую мы поставляем, например, на ООО Нинго Чжэнсин Износостойкие Материалы. Это предприятие, специализирующееся на производстве литых изделий, в основном мелющих тел, с проектной годовой производственной мощностью 50 000 тонн, и там требования к стабильности качества очень жёсткие.
Материалы форм: долговечность vs. качество поверхности
Формовочная смесь изнашивается, и её свойства меняются. Можно использовать дорогие смолы и песок, которые выдерживают сотни циклов, но они часто имеют худшую газопроницаемость. Мы для массового производства литья цильпебсов используем более дешёвые смеси, но меняем их чаще. Это даёт стабильность размеров и чистоту поверхности.
Был период, когда пытались экономить на оснастке, используя стальные изложницы до полного износа. Через 500-600 циклов на внутренней поверхности появлялись микротрещины, которые отпечатывались на отливках. Теперь ведём строгий учёт циклов и отправляем изложницы на реставрацию или замену после 400 циклов. Это дисциплинирует и сохраняет качество.
Ещё один практический совет — состояние поверхности формы перед заливкой. Обдув сжатым воздухом — это обязательно. Но важно, чтобы в воздухе не было влаги и масла. Поставили дополнительные фильтры-осушители на компрессор — количество дефектов ?пригара? снизилось. Казалось бы, ерунда, а эффект заметный.
Заключительные мысли: улучшение — это система, а не разовые действия
Итак, что в сухом остатке? Улучшение литья цильпебсов — это не про один волшебный приём. Это про системный контроль всего цикла: от чистоты шихты до режима отжига. Нужно постоянно смотреть на процесс глазами металлурга и технолога одновременно.
Не бойтесь экспериментировать и фиксировать результаты, даже отрицательные. Наш переход на индивидуальные литниковые системы родился из трёх неудачных плавок подряд. А внедрение контроля температуры в литниковой чаше — после претензии от того же ООО Нинго Чжэнсин, когда партия вроде бы прошла наш ОТК, но у них вызвала вопросы по стабильности свойств.
Главное — не останавливаться. Оборудование изнашивается, материалы партии могут незначительно отличаться, персонал меняется. Нужно постоянно возвращаться к основам процесса, сверяться с журналами, делать выборочные проверки. Только так можно гарантировать, что каждая тонна отлитых цильпебсов будет соответствовать и вашим стандартам, и ожиданиям клиента, который эти шары будет эксплуатировать в самых жёстких условиях. В этом, пожалуй, и есть весь смысл.