Износостойкие тела из низкохромистой стали: где применяются?
2026-03-04
Когда говорят про износостойкие тела из низкохромистой стали, многие сразу думают про шары для мельниц, и на этом всё. Но это лишь верхушка айсберга — состав, структура, условия эксплуатации, даже способ закалки меняют картину радикально. Часто путают износостойкость с общей твёрдостью, а это разные вещи, особенно когда речь идёт об ударно-абразивном износе. Вот об этом и о реальных местах, где такие детали не просто работают, а выживают или, наоборот, неожиданно быстро выходят из строя, стоит поговорить подробнее.
Что скрывается за маркой ?низкохромистая??
Тут сразу надо расставить точки над i. Низкохромистая — это обычно содержание хрома в районе 1.5–3.5%, иногда до 5%. Но цифры — это одно, а реальная металлургия — другое. Ключевое — это не просто хром, а комплекс: углерод, марганец, кремний, часто молибден или никель для прокаливаемости и вязкости. Проблема многих поставщиков в том, что они гонятся за твёрдостью по Бринеллю, выжимая максимум, но при этом получается хрупкая структура — пережжённый мартенсит с грубыми карбидами. Такие износостойкие тела в дробилке могут расколоться от первого же серьёзного удара, а не стереться.
На своём опыте сталкивался, когда для одной обогатительной фабрики закупили партию шаров якобы по ГОСТ. Твёрдость была под 60 HRC, но в первой же смене в мельнице МШЦ пошёл сильный скол. Причина — неправильный режим отпуска, высокая хрупкость. Пришлось разбираться, смотреть микроструктуру. Оказалось, перегрев при закалке. Так что марка стали — это только начало истории.
Кстати, хороший пример комплексного подхода — продукция ООО Нинго Чжэнсин Износостойкие Материалы. На их сайте https://www.cn-zhengxing.ru видно, что они делают акцент не просто на химический состав, а на полный контроль процесса: от плавки до термообработки. Для предприятия с мощностью в 50 000 тонн в год это не просто слова — без отлаженной технологии такие объёмы просто не сделать стабильного качества. Их сертификация по международным стандартам, упомянутая в описании, часто как раз и касается стабильности этих внутренних процессов, а не только итоговых параметров.
Горно-обогатительный комплекс: не только мелющие шары
Конечно, первое и самое очевидное применение — это шары и цильпебсы для шаровых и рудно-галечных мельниц. Но здесь есть нюанс. Для первичного дробления, где куски руды крупные и ударная нагрузка колоссальная, часто нужны не просто твёрдые, а вязкие тела. Иногда выгоднее ставить тела из низкохромистой стали с немного меньшей твёрдостью, но с лучшей ударной вязкостью. Они будут истираться чуть быстрее, но не раскалываться, что в итоге даёт больший ресурс и меньше простоев на очистку мельницы от осколков.
Вторичное измельчение, перечистные операции — вот где низкохромистая сталь с правильно подобранной закалкой показывает себя идеально. Абразивный износ становится основным механизмом, и высокая поверхностная твёрдость в паре с вязкой сердцевиной работает на ура. Замечал, что в условиях мокрого помола, особенно с агрессивными пульпами, важна ещё и коррозионная стойкость. Тот самый хром как раз немного улучшает этот момент по сравнению с углеродистыми сталями.
Помимо шаров, часто забывают про футеровку мельниц, сита, детали питателей, лотки — всё это тоже работает в условиях абразивного износа. Для некоторых элементов, например, защитных пластин на конвейерах, используется лист из такой стали. Но здесь технология изготовления (литьё или прокат) сильно влияет на итоговые свойства.
Цементная и энергетика: жара, пыль и абразив
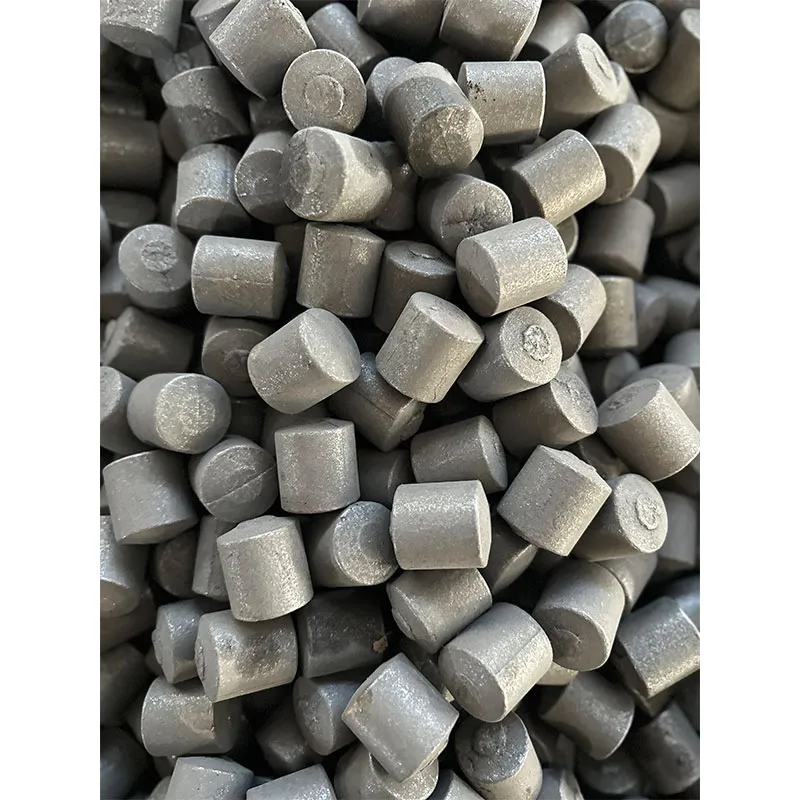
В цементной промышленности условия, пожалуй, даже жёстче, чем на некоторых ГОКах. Температура, постоянная пыль (та же цементная пыль — отличный абразив), ударные нагрузки. Мелющие тела в цементных мельницах — это классика. Но интересный момент — в последнее время стали чаще применять цильпебсы (цилиндры) вместо шаров. Считается, что у них контактная площадь больше и эффективность помола выше. Для их производства низкохромистая сталь подходит как нельзя лучше, потому что позволяет получить и стойкую к истиранию поверхность, и геометрию, устойчивую к деформации.
На ТЭЦ, особенно работающих на угле, масса оборудования подвержена износу: дробилки угля, мельницы-вентиляторы, системы золоудаления. Лопатки мельниц-вентиляторов, которые разбивают угольные куски, — это постоянная борьба с эрозией. Здесь часто идёт компромисс между стойкостью к удару и стойкостью к истиранию. Низкохромистый сплав с добавкой молибдена часто оказывается золотой серединой. Помню случай на одной старой ТЭЦ, где после замены лопаток из обычной углеродистой стали на низкохромистые межремонтный пробег увеличился почти втрое, несмотря на более высокую начальную стоимость.
Ещё один пункт — дымососы и вентиляторы. Лопатки работают в потоке с высокой концентрацией золы. Это тонкий абразив, который действует как наждак. Литые лопатки из износостойкой стали здесь незаменимы.
Строительная индустрия и переработка: от щебня до вторсырья
Дробильно-сортировочные комплексы для производства щебня — это полигон для испытаний любых износостойких материалов. Била для роторных дробилок, молотки, футеровки — всё это расходники. Износостойкие тела и детали здесь должны выдерживать удар по граниту, базальту, известняку. Для бил, например, важна не просто твёрдость, а способность сохранять её в условиях ударно-тепловых нагрузок (от трения и ударов металл может локально перегреваться).
Интересная область — переработка строительных отходов и ТБО. Там кроме абразива (бетон, кирпич) появляется фактор коррозии и неожиданных ударных нагрузок (попадание металлических элементов). Детали из низкохромистой стали показывают себя здесь лучше многих альтернатив, потому что сочетание свойств получается более сбалансированным. Конечно, для узлов с экстремальным ударом иногда выбирают высокомарганцевую сталь Гадфильда, но она дороже и не всегда оправдана.
Были попытки использовать такие стали для изготовления ножей для шредеров, перерабатывающих пластик или дерево. Но тут опыт оказался неоднозначным. Для дерева, особенно с примесью песка и грунта, подошло. А для пластика — нет, так как адгезия расплавленного пластика к металлу и последующее его отрывание создавали специфический вид износа, с которым лучше справлялись другие сплавы.
Литьё и контроль: почему процесс решает всё
Можно иметь идеальный химический состав, но испортить всё на этапе литья. Пористость, раковины, ликвация (неравномерное распределение элементов) — вот скрытые враги. Особенно критично это для тел сложной формы или с резкими перепадами сечения. Хороший производитель, тот же ООО Нинго Чжэнсин, на это обращает первостепенное внимание. Их заявленная сильная техническая база и передовые процессы, скорее всего, включают вакуумно-пленочную формовку (V-процесс) или другие современные методы, которые дают плотную, однородную отливку без внутренних дефектов.
Термообработка — второй ключ. Закалка в масле или полимерной среде, многоступенчатый отпуск для снятия напряжений — это то, что превращает отливку в готовое износостойкое тело. Часто предприятия экономят именно на этом, упрощая цикл, что вылезает боком потребителю. Контроль твёрдости не в одной точке, а по сечению, контроль ударной вязкости — это признаки серьёзного подхода.
Именно комплексная система контроля качества, о которой говорится в описании компании, позволяет отбраковать партию, где, например, в одной из печей был сбой температуры. На практике это значит меньше головной боли для конечного пользователя, который загружает мельницу и рассчитывает на предсказуемый ресурс помольных тел. В этом, пожалуй, и заключается главная ценность правильно сделанной низкохромистой стали — не в рекордных показателях, а в стабильности и предсказуемости поведения в реальных, часто неидеальных, условиях.